
Miembros VIP

Robot de soldadura sin programación para estructuras de acero
1.1 El sistema de visión general de funciones es un sistema de desarrollo autónomo, cuya función principal es localizar la soldadura de todo el compon
Detalles del producto
1.1 Resumen de las funciones
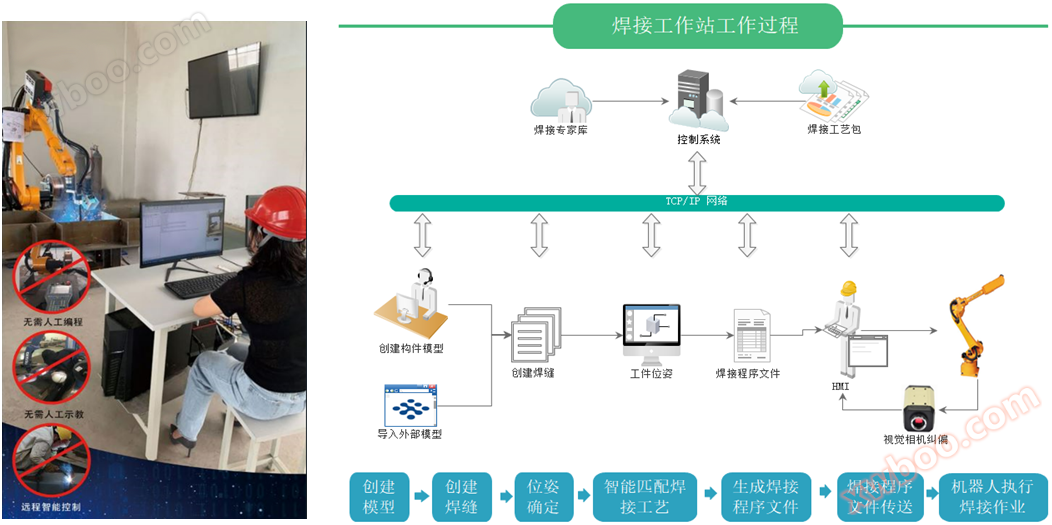
El sistema es un sistema de desarrollo autónomo, cuya función principal es integrar profundamente el proceso de soldadura, luego importar el modelo tridimensional, localizar la soldadura de todo el componente a través del sistema visual y generar automáticamente el programa de soldadura de acuerdo con el contorno real de la posición en el modelo.
El software se despliega en En el sistema pc, el sistema PC se puede colocar en cualquier lugar, y el control remoto se puede realizar a través del Protocolo TCP / ip, es decir, en la Oficina se puede operar directamente el equipo de campo para la soldadura.
1.1.1 el sistema puede cumplir con dos turnos diarios..Cada clase8 horas) funcionamiento normal y mantener una precisión estable;
1.1.2 después de repetidas demostraciones y diseños de simulación, los dibujos de diseño de la estación de trabajo tienen una resistencia de diseño confiable y un montaje y mantenimiento convenientes, lo que garantiza la belleza de la apariencia bajo la premisa de garantizar la función;
1.1.3 todas las piezas compradas de equipos de estaciones de trabajo son proporcionadas por fabricantes conocidos en la industria, y la calidad de todas las piezas procesadas ha sido estrictamente controlada, la resistencia ha alcanzado los estándares, el rendimiento es superior y el movimiento es estable;
1.1.4Las piezas y los instrumentos del equipo de la estación de trabajo y todas las unidades de medición de los dibujos y datos adoptan la lista estándar nacional.GB)Estándares; El diseño, la fabricación y los materiales utilizados de todos los instrumentos y piezas deben cumplir conISOYIECObjetivoPrecisión u otras normas equivalentes;
1.1.5 las piezas de la estación de trabajo se fabrican con materiales de alta calidad, y los componentes mecánicos y eléctricos seleccionados son una serie de productos de alta calidad y confiables;
1.1.6 la parte delantera del robot está equipada con un sensor anticolisión, que puede detener la protección a tiempo en caso de colisión, y al mismo tiempo, puede configurar un sistema automático de limpieza de armas y Corte de alambre y un sistema automático de eliminación de polvo de acuerdo con la demanda;
1.1.7 funciones de soldadura inteligentes, como la interacción visual de la estación de trabajo, la conducción digital - analógico tridimensional, la planificación inteligente de la ruta de soldadura, la ruta de corrección de escaneo visual, los parámetros de coincidencia y la creación automática de programas de soldadura por la Biblioteca de procesos.
1.1 tipo de estructura y cómo funciona el sistema de recomendación
1.1.1 la viga de la grúa de acero en forma de H y la viga principal de la estructura de la placa de acero utilizan el modo de arranque de un clic de la máquina especial de acero en forma de H para trabajar, con poca intervención manual y la mayor eficiencia de trabajo, y el operador puede operar varias máquinas para trabajar;
1.1.2 las columnas de acero en forma de h, las vigas de techo, las placas rígidas internas de la estructura en forma de caja y las soldadura principal y otros tipos de productos estructurales funcionan mediante interacción hombre - computadora visual, y los operadores pueden operar múltiples máquinas para trabajar;
1.1.3 placas de puente, tabiques de caja grande y otras estructuras, debido a la larga soldadura, el pequeño número de tipos de soldadura, soldadura impulsada por modelos, menos intervención manual, alta eficiencia de soldadura, los operadores pueden operar múltiples máquinas para trabajar;
1.1.4 el sistema inteligente de titanio de Keke es un sistema completo, el sistema admite los diversos métodos de trabajo anteriores, selecciona los módulos adecuados para trabajar de acuerdo con las necesidades reales de uso y mejora la eficiencia de la producción.
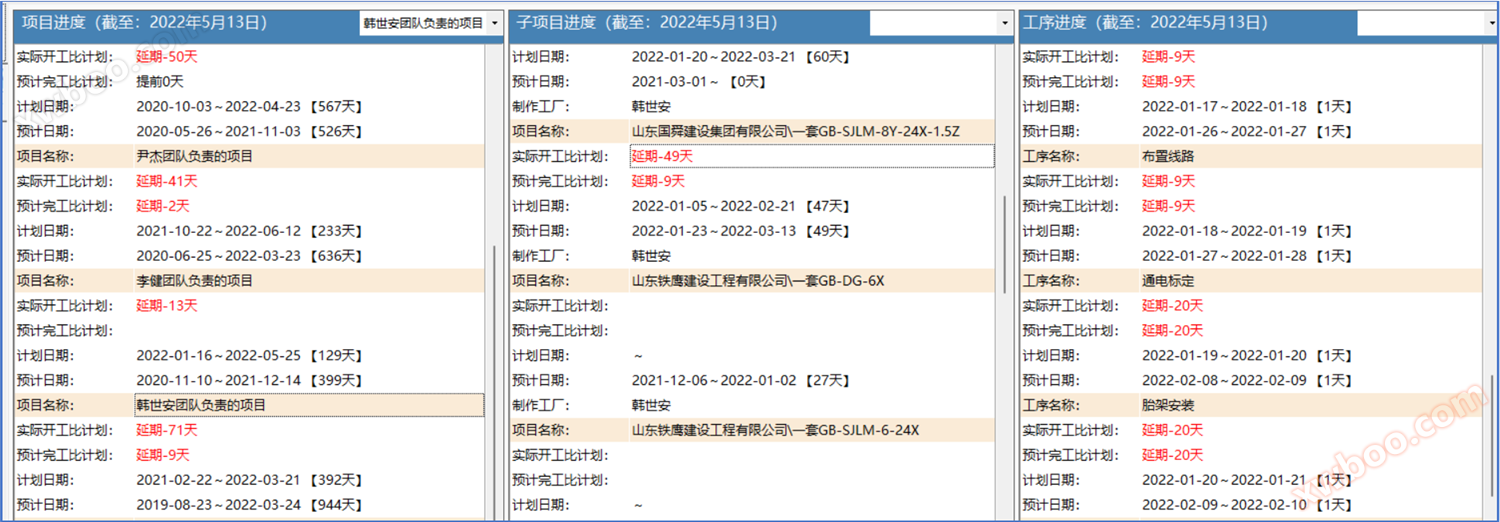
Sistema mes
1.1.5 características del sistema:
A) realizar el intercambio de datos del modelo de fábrica basados en la tecnología de Internet.
B) gestión de la producción basada en procesos, que puede incorporar cada enlace involucrado en el proceso de producción en el proceso de proceso para la gestión.
C) integrar y mejorar la eficiencia general del funcionamiento del proyecto, en tiempo real, dinámico y real, para que todo el personal participe en la gestión.
D) el proceso, el departamento, el Grupo y la autoridad del proceso se pueden personalizar completamente por sí mismos.
E) la información sobre el flujo de procesos se empuja en tiempo real
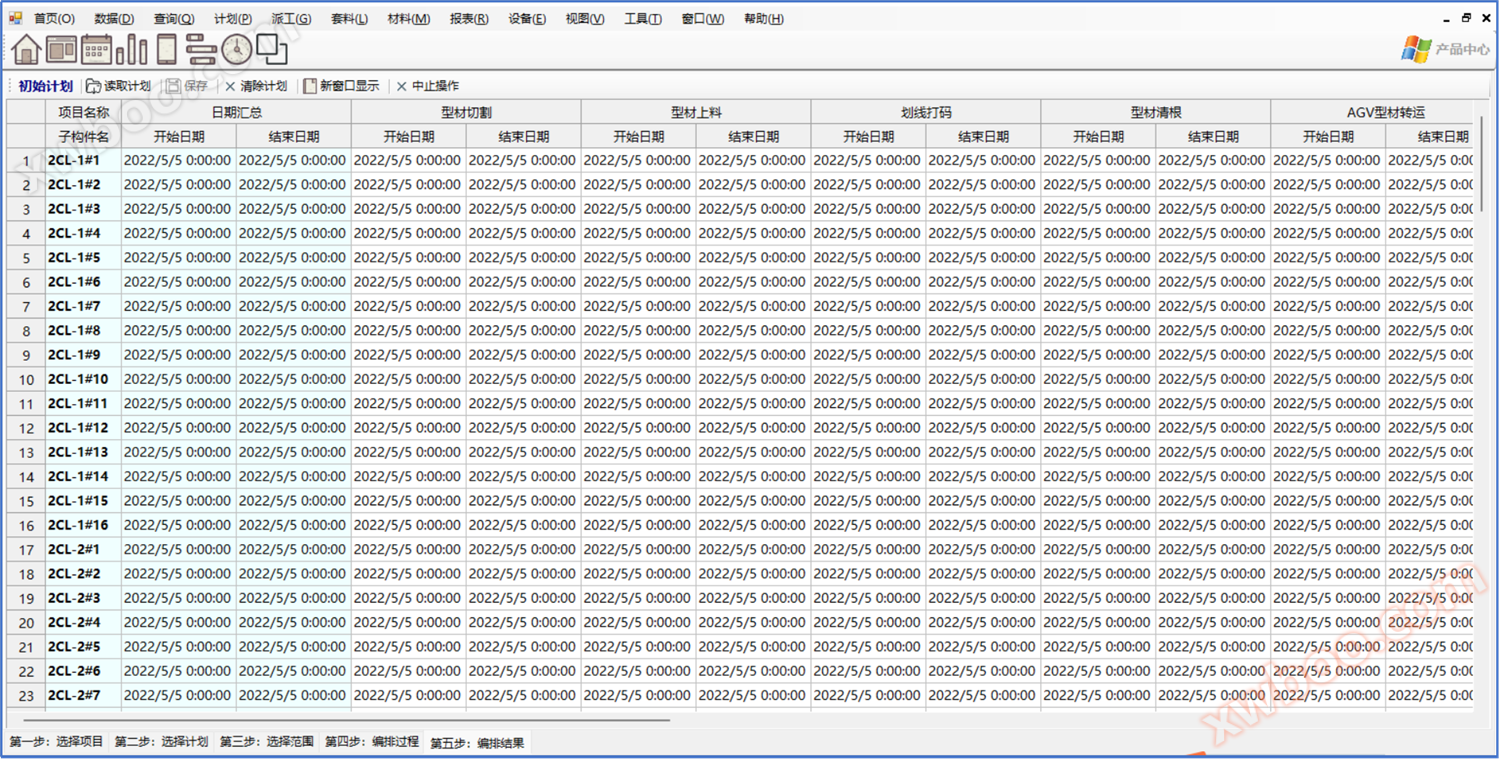
F) el plan se organiza automáticamente en función del ritmo de producción
1.1.6 módulo de planificación: antes de que comience la tarea de producción, cotianmes organiza automáticamente el plan de acuerdo con las necesidades del proyecto y el ritmo de producción de cada taller y estación de trabajo, y genera el plan de trabajo diario de cada estación de trabajo y las piezas de apoyo.
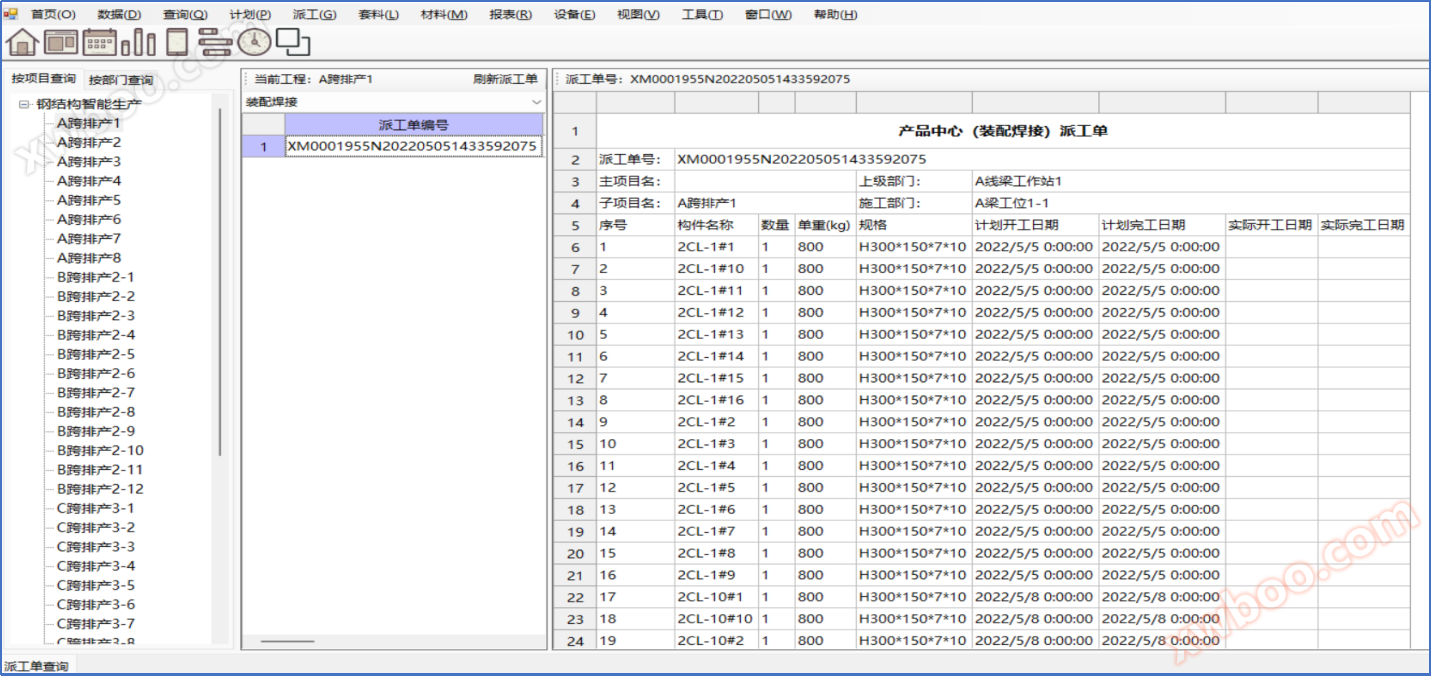
Módulo de envío: organizar automáticamente el plan de acuerdo con las necesidades del proyecto y el ritmo de producción de cada taller y estación de trabajo, y generar tareas de trabajo específicas.
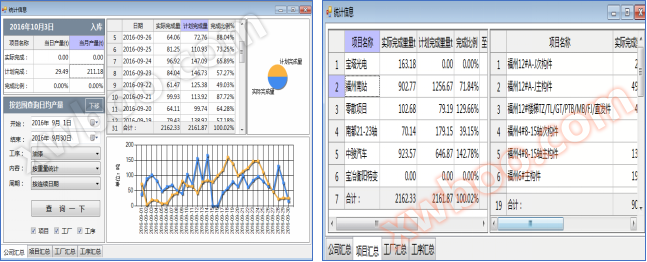
Módulo de estadísticas: se pueden consultar los datos generales de la empresa, los datos estadísticos del proyecto, los datos estadísticos de la fábrica y los datos estadísticos del proceso.
2. programa del proyecto
2.1 tipo de producto
2.1.1 dimensiones estructurales
|
Número de serie |
Productos |
Altura |
Ancho |
Longitud (emparejamiento de dos máquinas) |
|
1 |
Acero en forma de H |
Altura del alerón≤0.8m |
≤1.2m |
≤12m |
|
2 |
Otros productos |
Altura de la placa vertical≤0.5m |
≤1.2m |
≤12m |
2.1.2 fotos de productos típicos de los usuarios


2.1 diseño global
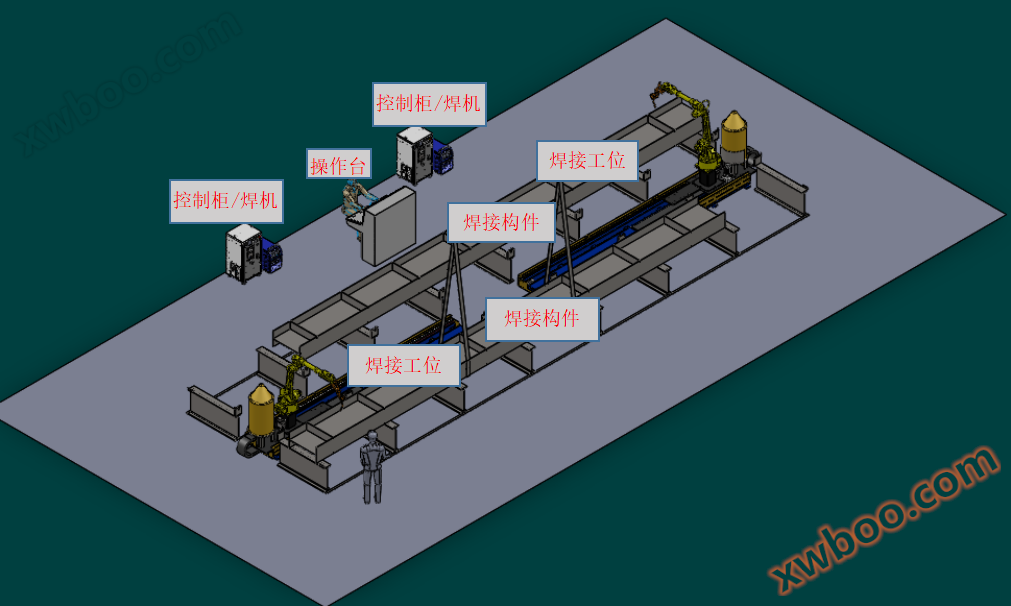
Disposición de la fachada
Flujo de trabajo (impulsado por el modelo)
2.2.1 la cadena manual o de transporte transfiere los componentes a soldar al marco de la Mesa de trabajo, cerca del punto P de posicionamiento
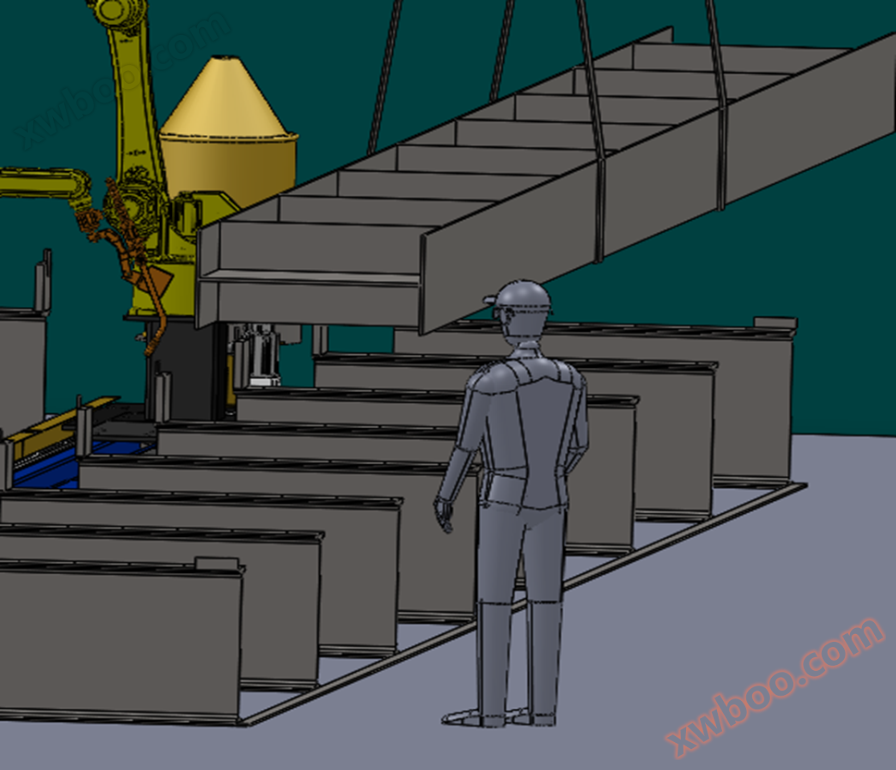
2.2.2 (simultáneamente o por adelantado) el operador gira el modelo de manera consistente en función del número del componente y la colocación del componente, y crea el nodo
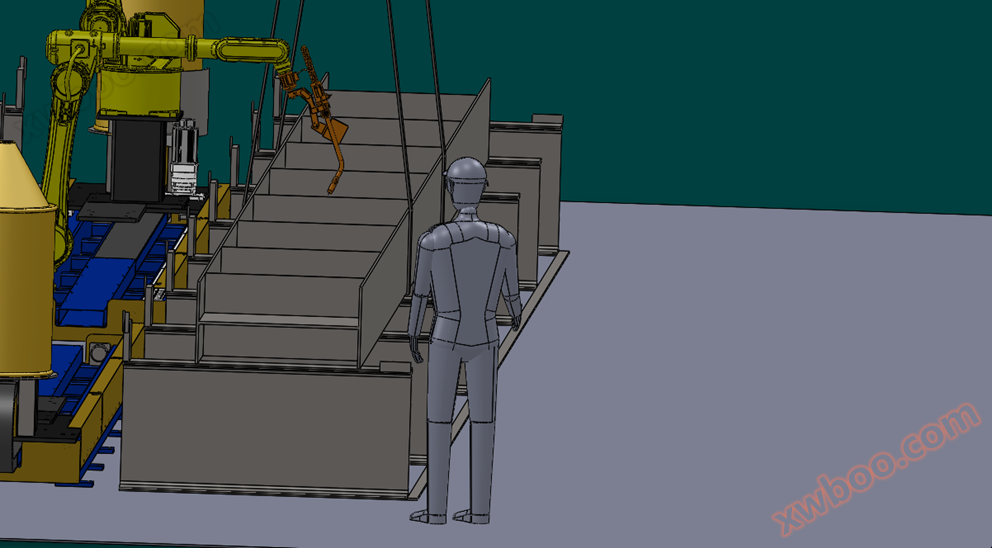
2.2.3 si la desviación de colocación es demasiado grande, primero utilice la Cámara para identificar el componente para localizar el punto P
2.2.4Si la posición de colocación es cercana, el operador carga directamente el modelo para iniciar el escaneo (en este momento, el operador puede levantar otro componente al segundo estante del equipo o a otra estación del equipo para realizar la operación anterior)
2.2.5Una vez completado el escaneo, el sistema inicia la soldadura
2.2.6Después de la soldadura de todo el componente, el componente se transfiere a la estación de trabajo posterior.
2.2.7De esta manera, el operador puede operar varios equipos para trabajar.
2.2.8Si no hay un modelo de componente, se puede operar la soldadura del equipo mediante interacción visual. después de que el componente se coloca en el estante, el operador utiliza la Cámara para tomar fotos de las partes a soldar, coincidir con el proceso e iniciar la soldadura de escaneo. En comparación con el modelo impulsado, la carga de Trabajo relativa de los operadores aumenta.
Consulta en línea
-
Contactos
-
Empresa
-
Teléfono
-
Correo electrónico
-
Wechat
-
Código de verificación
-
Contenido del mensaje
-